国際貿易有限公司")
日本語
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


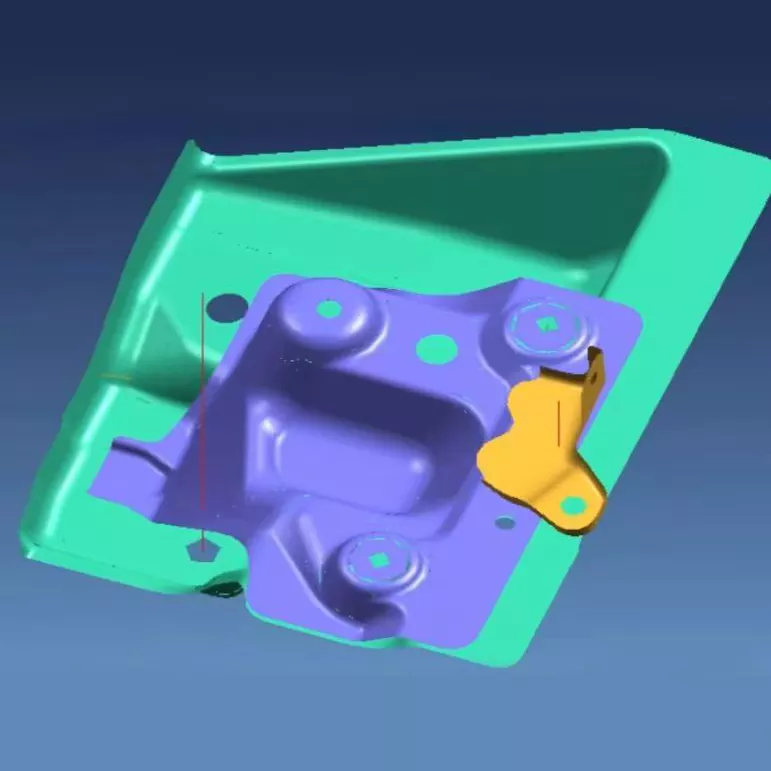
自動車用小型ブラケットプレス金型
SIKAIDA 自動車用小型ブラケットスタンピングダイは、自動車ボディ用の重要な耐荷重ブラケットの量産用の高精度ツーリング装置です。複雑な構造の成形、精密な穴加工、多機能接続システムを統合して、ブラケットの剛性と位置精度を確保します。中国の専門メーカーとして、SIKAIDAは安定した耐久性のあるコア機器を提供し、信頼できるサプライヤーとして世界の自動車メーカーにサービスを提供しています。すべての金型は国際基準に従って自社の高度な工場で製造されています。
小型の自動車用ブラケットは、アセンブリの支持、位置の固定、構造の接続、荷重の伝達に使用される重要な耐荷重コンポーネントです。 SIKAIDA 自動車用小型ブラケット スタンピング ダイスは、エンジンやサスペンション用などのさまざまな精密ブラケット用に特別に設計されており、複雑なサポートと精密な穴の位置決めを統合して、自動車生産の厳しい要件を満たすことができます。
製品の主な機能
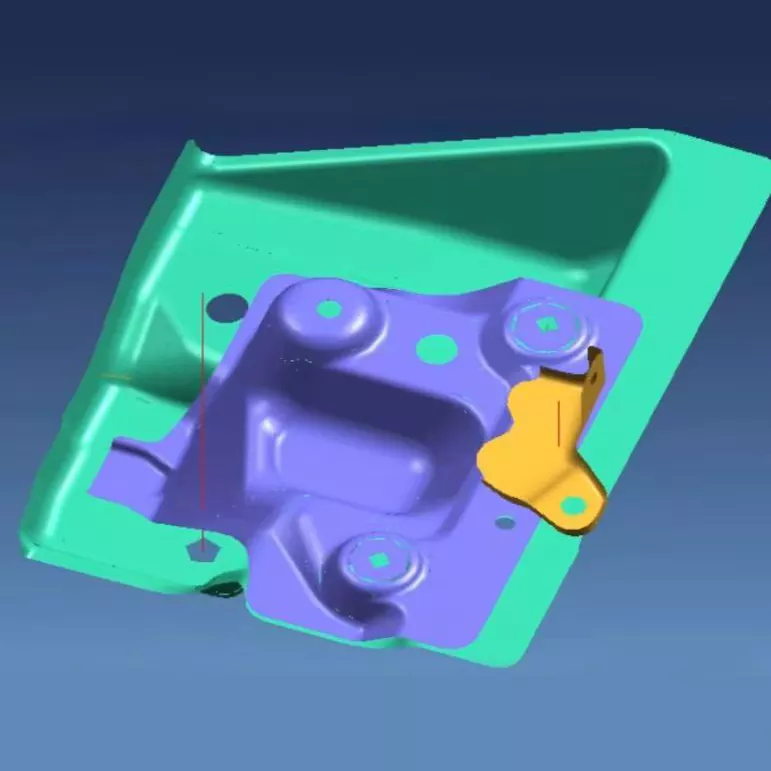
1. 複雑な支持構造の形成
ブラケットのコンパクトなサイズと複雑な構造にもかかわらず、SIKAIDA 金型は、正確なシミュレーションとスプリングバック補正を通じて重要な寸法を±0.1 mm 以内に制御し、平面度、穴精度、構造剛性が基準を満たすことを保証します。
2. 高強度・高剛性
自動車用スモールブラケットプレス金型の中心部品にはSKD11、Cr12MoVなどの高硬度金型鋼が使用されており、熱処理後の硬度はHRC 48~52となります。これにより、高周波の衝撃荷重に耐え、50万サイクルを超える寿命を実現し、安定した耐荷重性を確保します。
3. 多機能統合設計
プレス、曲げ、打ち抜きなどの複数の工程を統合し、スライドブロックや窒素スプリングなどの機構を組み込むことで、複雑な加工をワンストロークで完了させることができ、生産効率と製品品質が大幅に向上します。
4. 精密な穴位置と接続システム
取付穴精度は±0.05mm、穴壁粗さRa0.8を実現。最適化されたフランジ接続とリベット接続構造により、ブラケット接続が確実に緩みにくくなり、車両の長期にわたる信頼性の高い使用が保証されます。
5. インテリジェントなネスティングと CAE の最適化
AutoForm などの CAE ソフトウェアを利用してネスティングを最適化すると、材料使用率が 85% 以上に向上し、成形不良が効果的に減少し、スクラップ率が低下します。
応用分野
SIKAIDA 自動車用小型ブラケット スタンピング 金型は、エンジン、サスペンション、ダッシュボード、シート、バッテリー、ドア、排気システム ブラケットの製造をカバーする幅広い用途があります。
製造工程
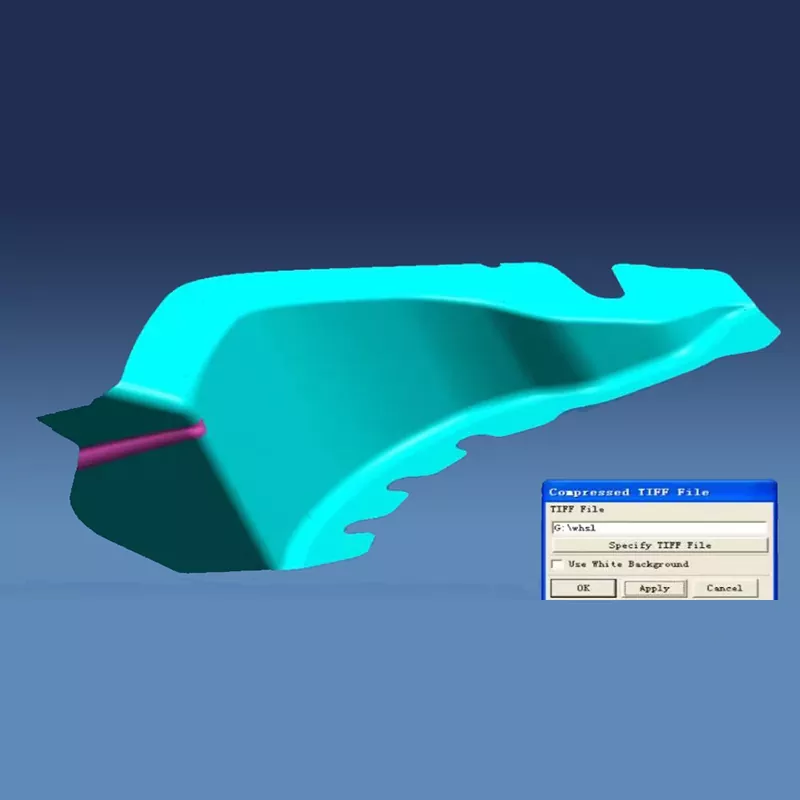
1. 製品設計とCAE解析
CAE ソフトウェアを使用してシミュレーションの作成とプロセスの最適化を実行し、潜在的な欠陥を特定して最適な解決策を決定し、金型製造の成功を保証します。
2. 金型構造の3D設計
自動車用小型ブラケット スタンピング 金型は、UG や CATIA などのフル 3D 設計ソフトウェアを利用してキャビティ、ガイド システム、その他のコンポーネントを改良し、合理的な金型構造とメンテナンスの容易さを確保します。
3. 材料の選択
加工部にはSKD11などの高硬度金型鋼を、金型ベースには熱処理を施した45鋼を、標準品にはGCr15軸受鋼を、パンチング部には高速度鋼や超硬合金を使用し、精度と耐久性を確保しています。
4. 精密加工
粗加工では公差を考慮し、精密加工では精度を確保します。窒化処理や硬質クロムメッキなどの表面処理により、金型の硬度と耐摩耗性がさらに向上し、製品の品質を保証します。
5. アセンブリとデバッグ
自動車用スモールブラケットスタンピング金型は精密に組み立てられた後、試プレスとデバッグが行われます。初回検査とバッチ試作により、金型の精度、安定性、信頼性を検証します。
よくある質問
Q1: 自動車用スモールブラケットスタンピング金型には通常どのような材料が使用されますか?
A1: 作動部品にはSKD11、Cr12MoV、DC53などの高硬度金型鋼が主に使用されます。モールドフレームには45鋼やQ235などの構造用鋼を使用しています。ガイドピラーやブッシュなどの標準部品には軸受鋼GCr15を使用。パンチ穴などの摩耗しやすい部分には、金型の強度、硬度、耐久性を確保するために超硬合金や高速度鋼が使用されることがあります。
Q2: 自動車用小型ブラケット金型の生産サイクルはどれくらいですか?
A2: 金型の複雑さと精度の要件に応じて、生産サイクルは通常 10 ~ 18 週間です。単純なブラケット金型の製造には約 10 週間、中程度の複雑さのブラケット金型には 14 週間、高精度の複雑なブラケット金型には 18 週間以上かかる場合があります。具体的なサイクルは、ブラケット構造の複雑さ、穴の精度要件、および機械加工プロセスの難易度によって異なります。
Q3: 自動車用スモールブラケットスタンピング金型の耐用年数はどれくらいですか?
A3: 通常の使用およびメンテナンス条件下では、小型ブラケット スタンピング ダイスの寿命は 500,000 サイクルを超えることがあります。高品質の材料の選択、適切な熱処理、精密加工により、一部の金型の寿命は 100 万サイクルに達します。特にパンチングなどの摩耗しやすい部品の場合、製品の品質を確保するために定期的なメンテナンスと交換が必要です。
Q4: 打ち抜きブラケットの精度と支持性能を確保するにはどうすればよいですか?
A4: CAE解析によるプロセスパラメータの最適化、高精度ガイドシステムの採用、材料のスプリングバックの制御、金型精度の定期的なチェックと維持により、ブラケットの寸法精度は±0.1mm以内に制御でき、支持面の平面度は0.05mm/mに達します。同時に、合理的な構造設計と熱処理プロセスにより、ブラケットが十分な支持剛性と接続強度を確保します。
Q5: ブラケット金型の製造工程における管理ポイントは何ですか?
A5: ブラケット金型の製造における重要な管理ポイントは次のとおりです。 ① 取り付け穴の精度を確保するための精密穴加工。 ② 平坦性と平滑性を確保するための表面加工をサポートします。 ③ 接続強度を確保するための接続構造の形成。 ④ 硬度と靱性を確保するための熱処理プロセス。 ⑤金型の精度や動作の安定性を確保するための組立・デバッグ。各管理ポイントには厳格な品質検査とプロセス管理が必要です。
ホットタグ: 自動車用小型ブラケットスタンピングダイス、中国、メーカー、サプライヤー、工場
関連カテゴリー
お問い合わせを送信
連絡先情報
-
住所
中国天津市晋南区Fengze Two Avenue、バリタイ工業団地
-
-
Eメール
私たちのウェブサイトへようこそ!当社の製品または価格表に関するお問い合わせは、メールに残してください。24 時間以内にご連絡いたします。











